






Ready to go? Add this product to your cart and select a plan during checkout. Payment plans are offered through our trusted finance partners Klarna, PayTomorrow, Affirm, Afterpay, Apple Pay, and PayPal. No-credit-needed leasing options through Acima may also be available at checkout.
Learn more about financing & leasing here.
To qualify for a full refund, items must be returned in their original, unused condition. If an item is returned in a used, damaged, or materially different state, you may be granted a partial refund.
To initiate a return, please visit our Returns Center.
View our full returns policy here.
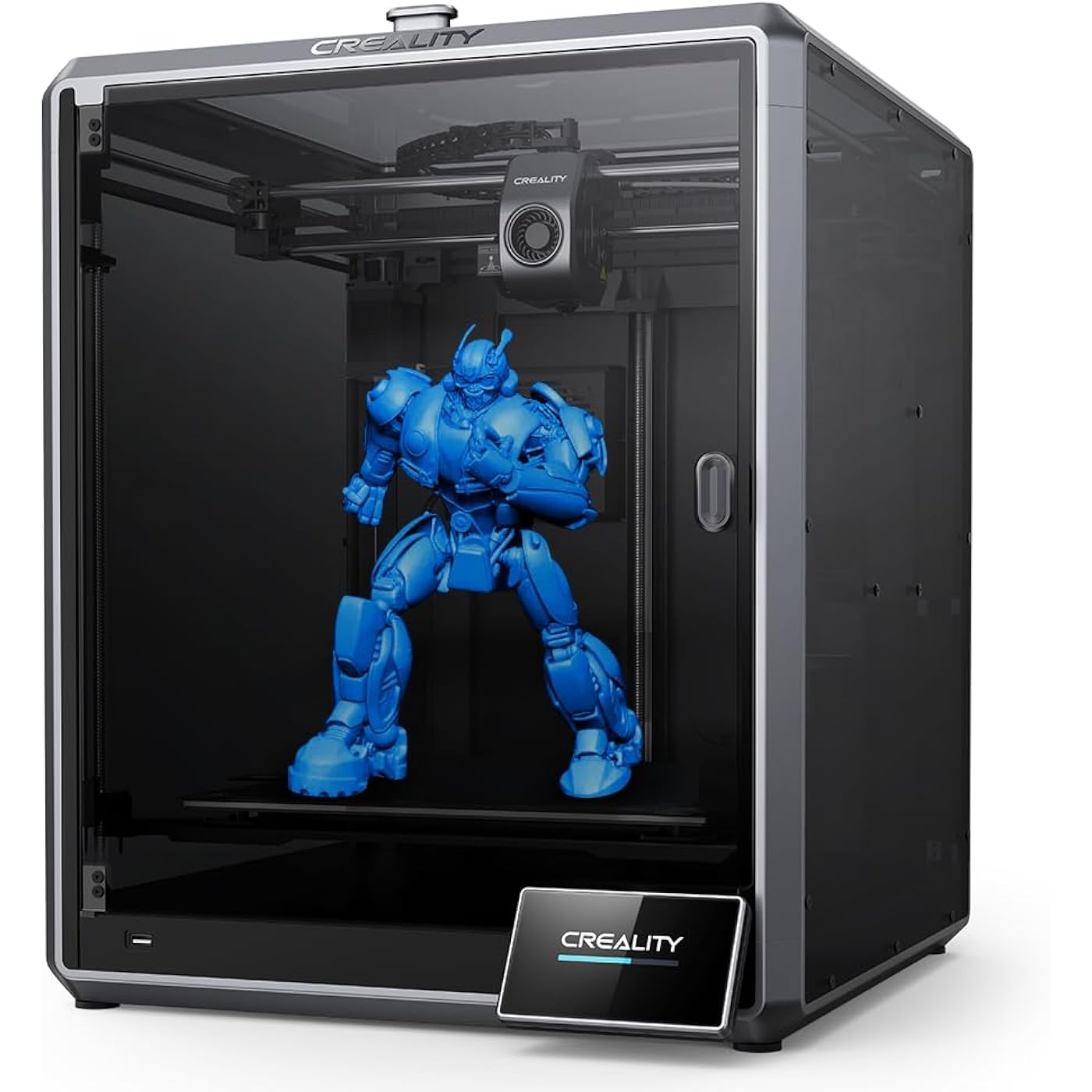
Model: K1 Max
Features
Brand: Comgrow
Material: Glass and Metal
Product Dimensions: 17.12"D x 18.18"W x 20.7"H
Item Weight: 39.68 Pounds
Compatible Devices: Laptop, PC
Manufacturer: Creality 3D
Brand: Comgrow
Item Weight: 39.68 Pounds
Item Dimensions D x W x H: 17.12"D x 18.18"W x 20.7"H
Compatible Material: Hyper Filament, Acrylonitrile Butadiene Styrene, Polyethylene Terephthalate Glycol
Voltage: 115 Volts
Connectivity Technology: Wi-Fi, USB, Ethernet
Operating System: Windows, macOS
Compatible Devices: Laptop, PC
File Format: OBJ,AMF,GCODE,STL
Enclosure Material: Glass and Metal






















